Referring to the latest Infographic on renewables published in our dedicated section of the Tempco website, and in the same days of discussions about the Climate Change at UN COP26, I would like to talk a bit about renewable energy. We all know what renewable energies are, these are alternative sources enabling to obtain electric energy from natural elements. These are green energies such as hydroelectric, photovoltaic and geothermal, in substitution of carbon fossil fuels such as oil and coal.
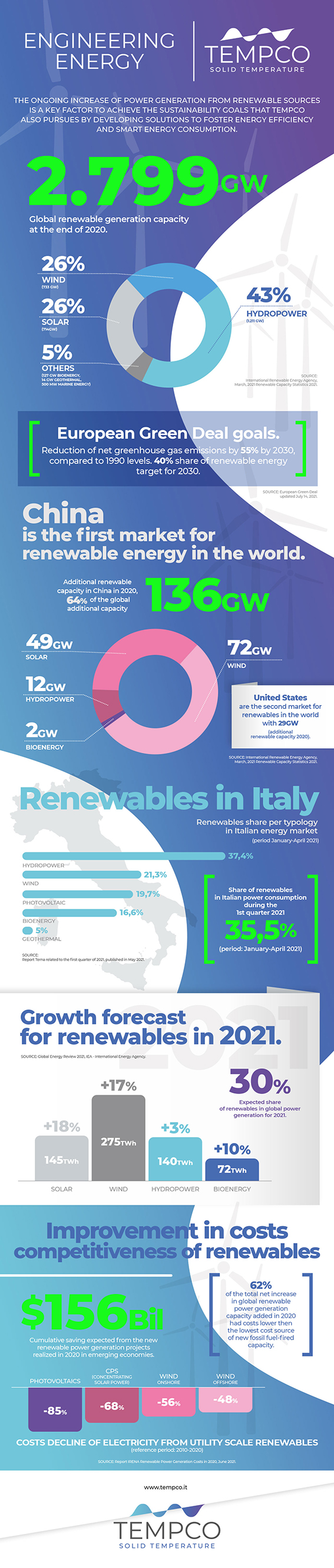
It is interesting to see from the Infographic that renewables have a strong growth trend worldwide, with a solid growth also in Italy where the forecast is by +30% for the next year. But this is also interesting that Countries like China, one of the biggest energy consumers, is also switching to this kind of energy.
Depending on the geographical characteristics and traditions of each area, the kind of renewables mostly employed varies, for example hydroelectric has a huge share in Italy while wind power is widely developed in other Countries.
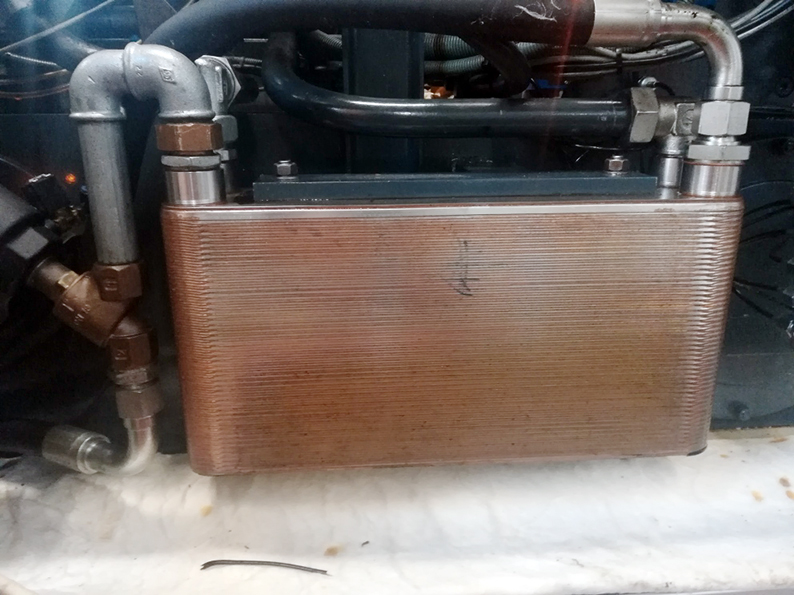
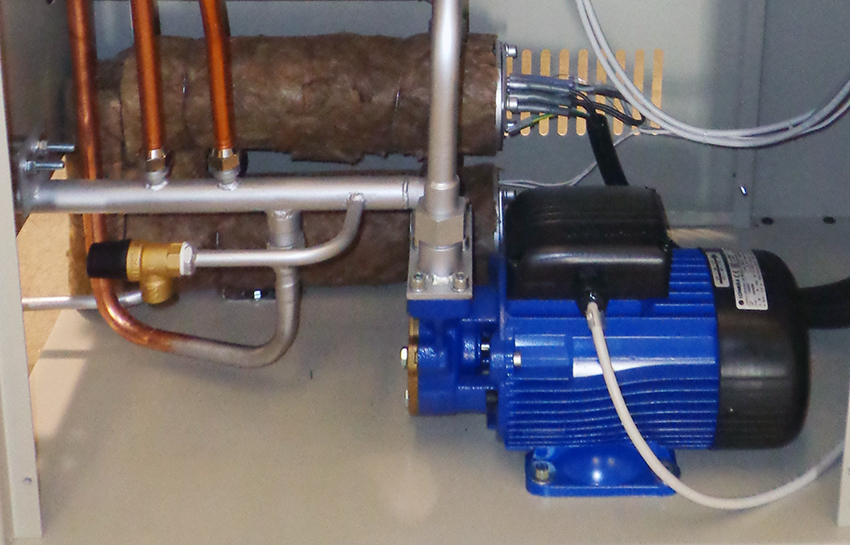
What renewables have to do with Tempco? That’s easily said: as I often explain, I like to define thermal energy as a second or third level kind of energy. That’s why it is an indirect type of energy, because in order to obtain thermal energy, or to absorb it – and so cooling or heating – we need a primary source of electric power, and therefore a source to generate electricity to power compressors, pumps, fans, resistors and so on.
That’s why is very interesting to understand what the future scenarios of renewables is gonna be, and we very interested in it. Since the design and engineering step of our machines we pay indeed very much attention to the energy consumption. That’s why systems allowing to adapt the power consumption are more and more employed, aimed to ensure the right thermal level using the minimum amount of power required at a certain moment.
Subscribe here to our Tempco Newsletter – Solid Temperature.