We’ve already faced the issue of fouling in heat exchangers in the past. Especially in heat recovery applications from high temperature exhaust gas, from engines and boilers, the deposits of carbon dust and unburned fuels stick to internal surfaces of both the engine and the heat exchanger.

The first consequence is a lowered heat transfer efficiency, due to the fact that the coating acts as an insulator reducing the amount of thermal energy that can be recovered from the high temperature source. In second place, the fouling increases the back pressure of the exhaust gas, due to the restriction of the flow in the equipment, so that the engine cannot work properly.
The fouling effect is negligible if gaseous fuels are employed in the primary process, but is much higher in case of liquid fuels, such as diesel, bunker fuel or heavy fuel oil, having a much higher carbon content compared to gaseous fuels. A special design engineering is then required, as well as a regular cleaning program.
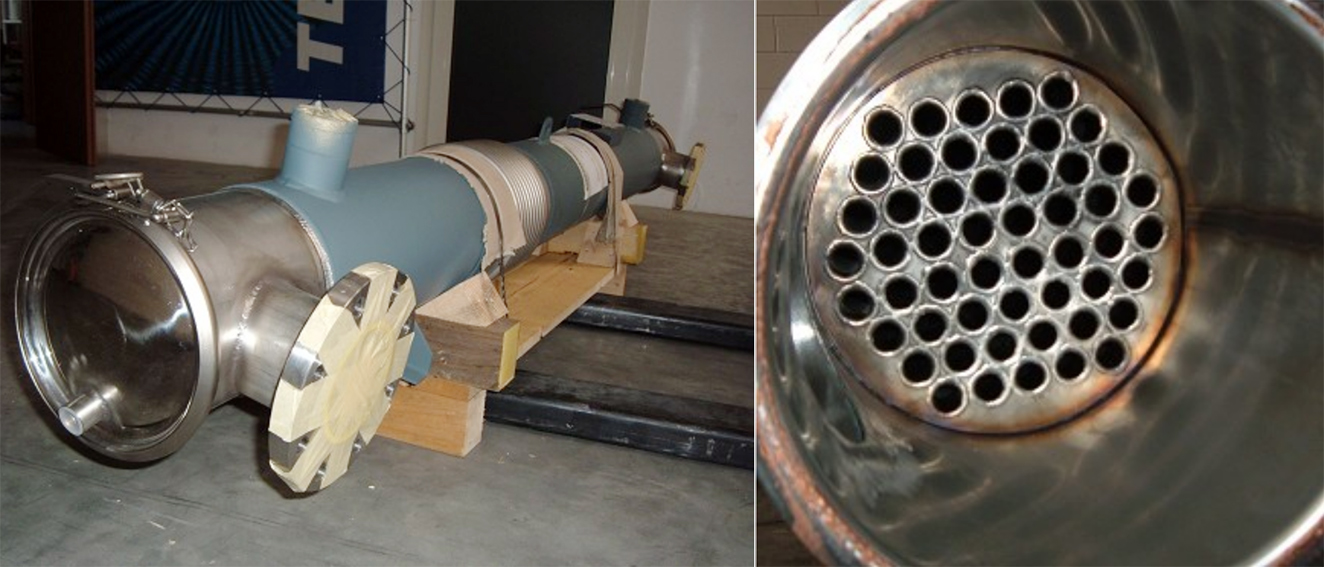
During the design of the heat recovery system, it is suitable to choose the most cleanable design: a shell and tube style heat exchanger with smooth tubes with no bends, that make cleaning more easy. Finned tubes are not the right choice, because they are used in heat exchangers to increase thermal exchange surface, but in this kind of application they work like a magnet for fouling, and may be difficult or even impossible to clean, even with manual process. Oversizing the equipment can also allow the process to maintain its efficiency despite of some fouling. In addition, reduced pack density of tubes is suitable, lowering the risk of fouling, higher in a design with more tubes packed in the same space that leads to back pressure increase and difficult access for manual cleaning.
At last, a regular cleaning program of the heat exchanger is the best way to prevent fouling, ensuring the heat recovery equipment always the maximum efficiency. In line integrated cleaning systems are available, using high pressure fluid spray that can be set at regular intervals or when the differential pressure exceeds a threshold value, or employing mechanical or acoustic horn systems. A more accurate off-line cleaning can then be programmed at the same maintenance interval of the primary heat source equipment.